



Proppant for the oil and gas industry must be supplied in tight 20/40, 40/70 and 70/140 mesh size ranges, with minus 200 mesh (75 μm) fines held below 1%. The industry in Abu Dhabi imports the sand due to lack of suitable resources.
However, local dune and silica sand resources across the Gulf Co-operation Council offer a viable alternative to imported frac sand if the feed sand, which is variable and fine-rich, could be pre-treated to remove the fines before being subjected to dry screening for size separation.
This paper reports field performance from a four-unit dry air-classification plant having a combined capacity of 260 TPH commissioned in Abu Dhabi in May 2026 for a major oil and gas services operator. The mass yield was around 91.6% of feed with the minus 200 mesh (75 μm) fraction in product at 0.94%, against a frac sand specification ceiling of 1%. Recovery of the plus 140 mesh (106 μm) coarse fraction to product was 94.7%. The separation was sharp, with a demonstrated median cut (d50) of approximately 325 mesh (40 μm), which is why the minus 200 mesh fines were stripped so cleanly. The cut was achieved on a feed concentrated below 30 mesh (600 μm), a tighter band than conventional dedusting duties and a more demanding case for the classifier.
Frac sand is high-purity quartz used as a proppant in hydraulic fracturing. Effective proppant must be hard, clean, well-rounded and tightly sized. The saleable mesh cuts of 20/40 (roughly 420 to 840 μm), 40/70 (roughly 212 to 420 μm) and 70/140 (roughly 106 to 212 μm) each carry an upper limit on minus 200 mesh (75 μm) fines, with a 1% ceiling on the grade.
Final sizing of frac sand is carried out on multi-deck dry screens that separate the feed into the 20/40, 40/70 and 70/140 product bands. Screen performance depends almost entirely on how well the upstream circuit manages minus 200 mesh material. When ultrafine are not stripped before the screens, fine particles wedge into screen apertures and reduce open area, misplaced material loops back through the circuit and erodes effective throughput, and minus 200 mesh fines that survive into product push the cuts over the 1% spec ceiling.
Across the GCC, operators have historically imported proppant from North America and India, paying for ocean freight, port handling and inland trucking resulting in high landed costs. If regional dune and silica sand resources, which are abundant but variable and fine-rich, could be pre-treated and used against imports, economics of unconventional gas development across the basin would change for the better. The path to that outcome runs through dry processing because water is scarce and surface tailings facilities attract environmental and regulatory scrutiny.
This paper reports field performance data from a four-unit dry-classification plant commissioned in Abu Dhabi in May 2026 for a major oil and gas services operator. The objective is to give process engineers, completion engineers and procurement leads in the region a documented numerical reference for what a dry pre-classification step can deliver, together with a clear view of where its limits lie. Where site water is constrained and the final product is sized on dry screens, an air-classification step placed ahead of the screens is a natural fit. Where water is available and the feed carries silt, clay or organic loads, a wet route remains the appropriate choice. The selection between a wet and a dry circuit is made on the merits of each feed and site.
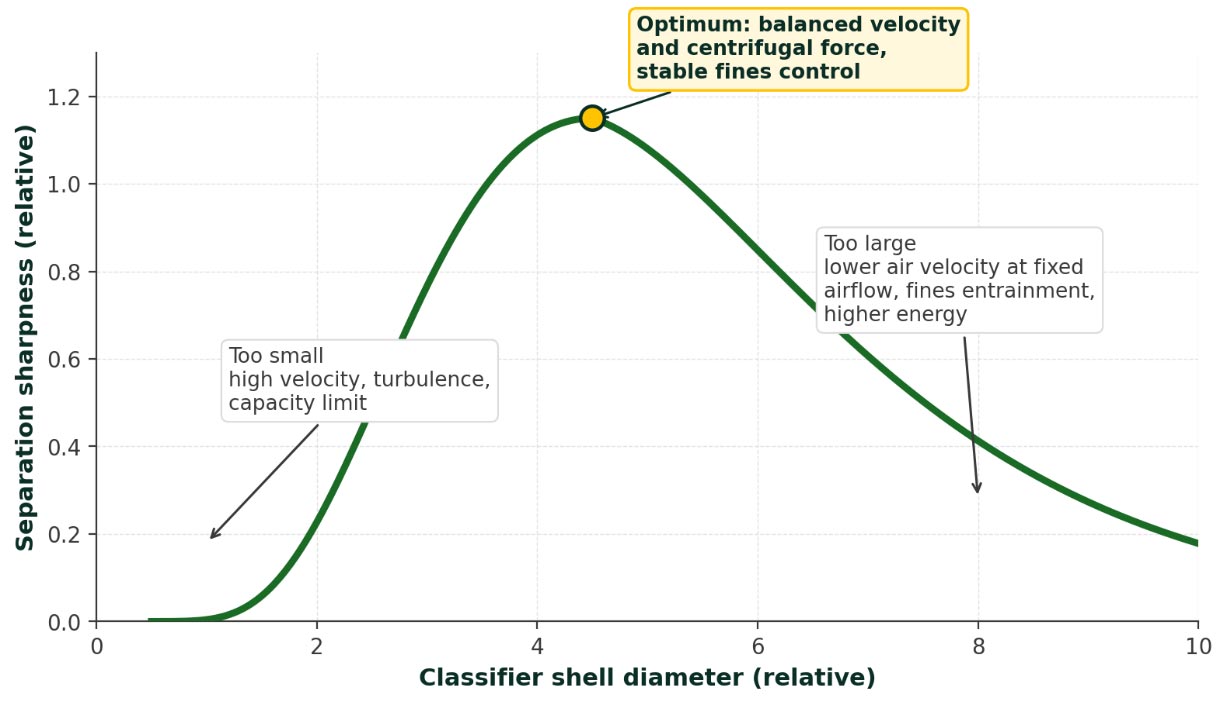
A common procurement instinct is to specify a larger classifier shell on the assumption that a bigger machine separates better and that fewer units are required for a given flow rate. But the physics does not support that instinct. Shell diameter influences circumferential velocity, residence time and machine loading, but separation sharpness at the cut point is set by the airflow field and cut-point control rather than by size alone.
Very large diameters reduce air velocity at a given airflow, weakening the drag that lifts fine particles into the rising stream and allowing them to entrain into the coarse product. The cut dulls, plus 140 mesh recovery falls and minus 200 mesh content in product drifts upward. Oversized shells also raise power to maintain velocity and add dust-handling complexity downstream. The result is a unimodal sharpness curve against diameter (Figure 1) with a clear optimum for a given airflow and capacity combination. Pushing past it costs sharpness and energy without any increase in yield.
The implication for plant design is that, depending on the separation size required, capacity scaling is best achieved by paralleling moderately sized units rather than applying a single oversized shell. This approach preserves the cut, holds the energy intensity per tonne and lets the plant keep running at reduced rate if one unit is taken offline, with common spares across the units as a further benefit. The Abu Dhabi installation reported in this paper follows that philosophy directly, using four parallel units rather than one oversized machine.
In May 2026 a four-unit air-classification plant was commissioned in Abu Dhabi for a major oil and gas services operator. The facility is rated at 4 × 65 TPH for a combined design capacity of 260 TPH. It grades local silica sand for use as a domestically sourced frac sand and discharges a graded, fines-free coarse product to multi-deck dry screens that produce the 20/40, 40/70 and 70/140 product bands. The plant operates as a dry circuit and uses an Aerograder C100-class unit on each of the four parallel lines.

Performance was characterised over a one-week commissioning campaign in which feed, product and tailing streams were sampled at successively higher throughputs and at two fan-duty set points. Trial conditions are set out in Table 1.
| Trial | Per-unit throughput | Fan duty | Configuration |
| 1 | 50 to 55 TPH | 30 Hz | Single unit, ramp-up |
| 2 | 55 to 60 TPH | 30 Hz | Single unit, ramp-up |
| 3 | 65 TPH | 30 Hz, 35 A | Single unit, design point |
| 4 | 65 TPH | 30 Hz, 42 A | Single unit, raised fan duty |
| 5 | 65 TPH per unit | 30 Hz, 35 A | Parallel-unit verification |
Samples collected were sieve analysed. Typical data on the performance of a single unit is given in Table 2
Table 2. Air classifier performance at 65 TPH feed rate. Values are percentage by mass in each stream.
| Sieve range (mesh) | Av. size (micron) | Feed, wt. % | Product, wt. % | Tails, wt. % |
| +16 | 1180 | 0.00 | 0.00 | 0.00 |
| -16 +40 | 800 | 0.09 | 0.10 | 0.00 |
| -40 +70 | 315 | 21.12 | 23.65 | 0.72 |
| –70 +100 | 180 | 40.02 | 41.94 | 10.21 |
| –100 +120 | 137 | 17.43 | 17.09 | 19.35 |
| –120 +140 | 115 | 10.41 | 9.34 | 20.99 |
| –140 +200 | 90 | 9.15 | 6.96 | 36.95 |
| –200 | 38 | 1.76 | 0.94 | 11.78 |
| Total | 100.00 | 100.00 | 100.00 |
It may be observed that the classifier is separating the fines (minus 200 mesh) quite effectively and the product carries only 0.94% minus 200 mesh material, against the 1% minus 200 mesh frac sand specification ceiling. The yield to product is around 91.6%, and recovery of the plus 140 mesh coarse fraction to product is 94.7%. It should be noted that 200 mesh is the specification gate against which the product is judged, not the cut point of the machine.
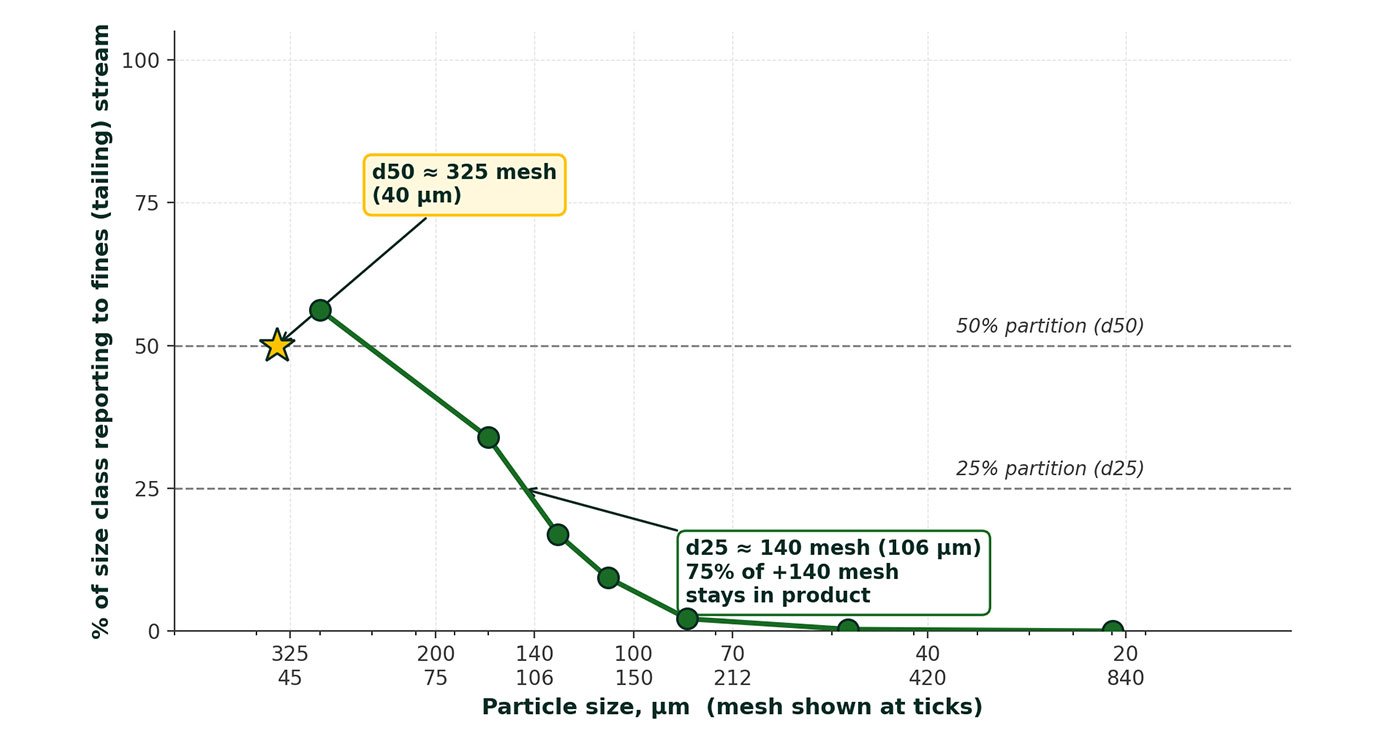
To appreciate the effectiveness of the separation, efficiency data has been calculated and plotted as a curve indicating the recovery of each particle size to the product. This is shown in Figure 3. As the efficiency curve in Figure 3 shows, the demonstrated median cut (d50) is finer, at approximately 325 mesh, which is precisely why the minus 200 mesh fraction is reduced so far below the 1% limit.
It is worth noting the nature of the feed on which this was achieved. The feed is concentrated below 30 mesh, whereas conventional dedusting duties typically handle a feed spread up to 4 to 5 mm. A feed with most of its mass packed close to the cut point gives the classifier less separation margin to work with, which makes the cut harder rather than easier. The Aerograder nevertheless held a sharp separation on this tight-band feed, cutting well below the 200 mesh specification gate, which is the more demanding case and a good indication of the resolution the machine can deliver.
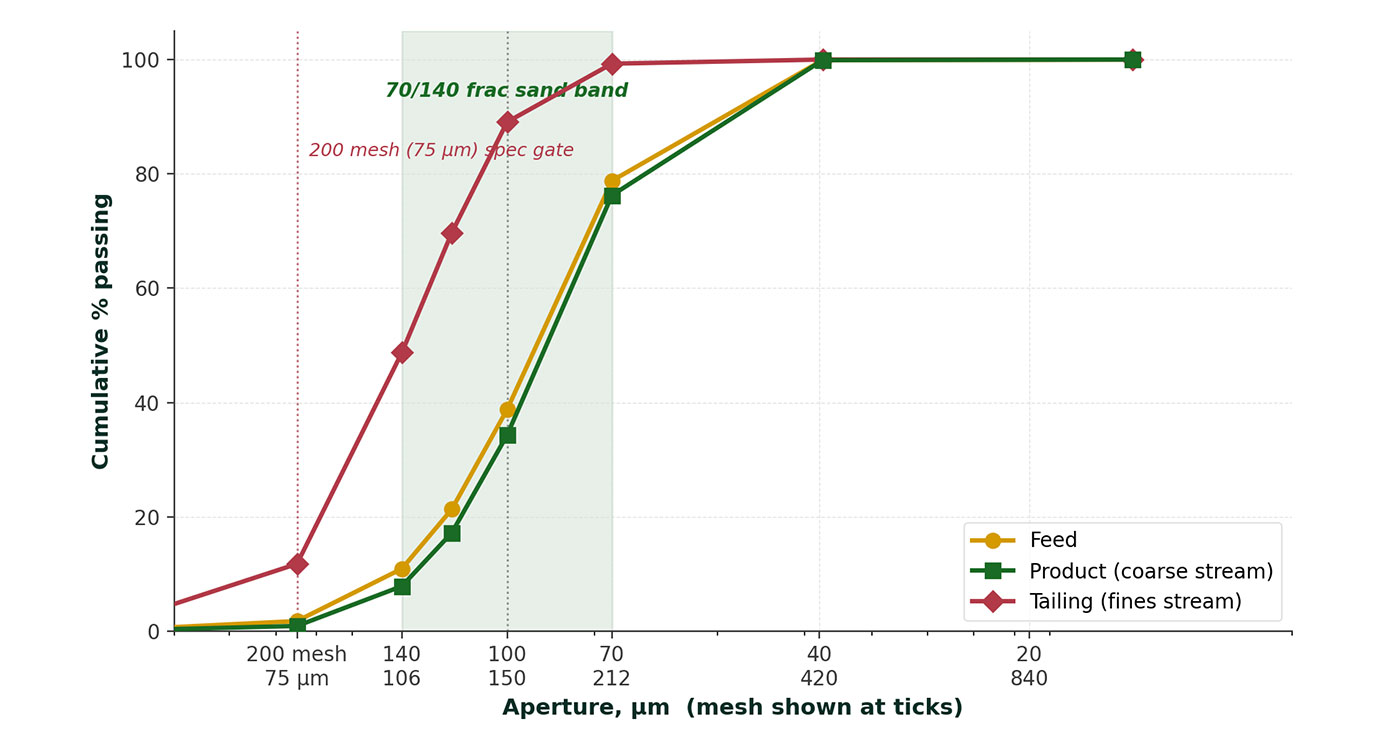
The particle size distribution curves for the feed and products are given in Figure 4. The lateral shift of the tailing distribution to the left demonstrates clearly the effectiveness of the air classifier in fines separation.
The trial schedule in Table 1 culminated in operation at the 65 TPH per-unit design throughput, including a parallel-unit verification run on 11 May 2026. This confirms that paralleling preserves the per-unit capacity and cut. The results reported in this paper are based on the sampling campaign during the trials.
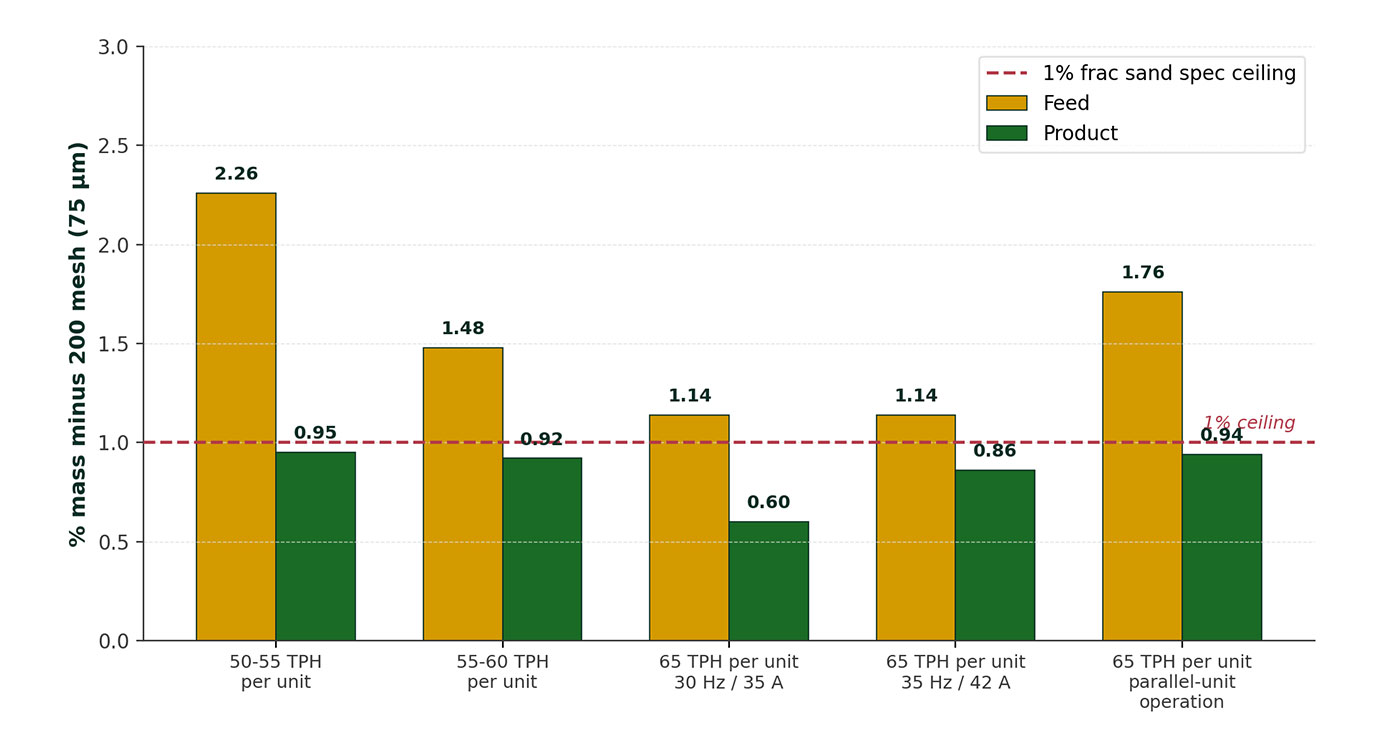
Across the campaign, the product stream carried minus 200 mesh content at or below 1% irrespective of feed rate, from 50 TPH through to the 65 TPH per-unit design point both in single-unit operation and with units paralleled, and irrespective of fan duty across the two set-points tested. Parallel-unit operation at the same 65 TPH per-unit feed rate held the same 0.94% residual minus 200 mesh as single-unit operation, confirming that paralleling preserves the per-unit cut and validates the capacity-by-replication design philosophy. Figure 5 shows that the performance was consistent across the entire operating scheme.
The advantages of installing an air classifier ahead of the multi-deck screen for final size gradation are many. Fines do not reach the screen deck, so deck blinding and recirculation are almost eliminated, which helps maintain screening capacity. Energy per tonne of saleable product is reduced, screen wear is lower and product consistency improves.
The fines stream itself has commercial value in brick-making, cementitious blends and filler markets. When the fines are taken up by these blender markets, the great majority of the feed is converted into saleable product, which strengthens the overall project economics.

Photograph of the product
Photograph of the finer stream for secondary use
Successful installation and operation of the Aerograder C100 air classifier by CFlo World Limited has established that the machine can be used effectively to separate minus 200 mesh fines from sand obtained from local dunes, and to help produce tightly graded frac sand to the relevant size specifications. This would not only reduce imports from other countries but, with the other advantages noted above, would also reduce the unit cost of the final product. The consistent performance over a range of operating conditions indicates flexibility in operation and the ability to accommodate a range of tonnages and feed variations.
There are, however, limitations to dry separation. It cannot address feed problems such as the presence of organics, or sand coated with silt, mud or clay. Dry classifiers also cannot function efficiently with wet feed carrying more than 5 to 6% moisture. In all these cases wet processing, including scrubbing would become necessary. CFlo World Limited can address such situations with its wet processing technology, so that the choice between a dry and a wet route can be made on the merits of each feed and site.
Performance figures presented in this paper are derived from documented commissioning data on the Abu Dhabi installation. Actual classification yields on site will vary with feed moisture, particle shape, ambient conditions and cut-point setting. A confirmatory trial on a representative feed sample is recommended before final equipment selection and guarantee. The customer identity has been anonymised in this publication.
